160-400MM High-Efficient Energy-Saving Pvc-O Pipe Extrusion Prduction Machine
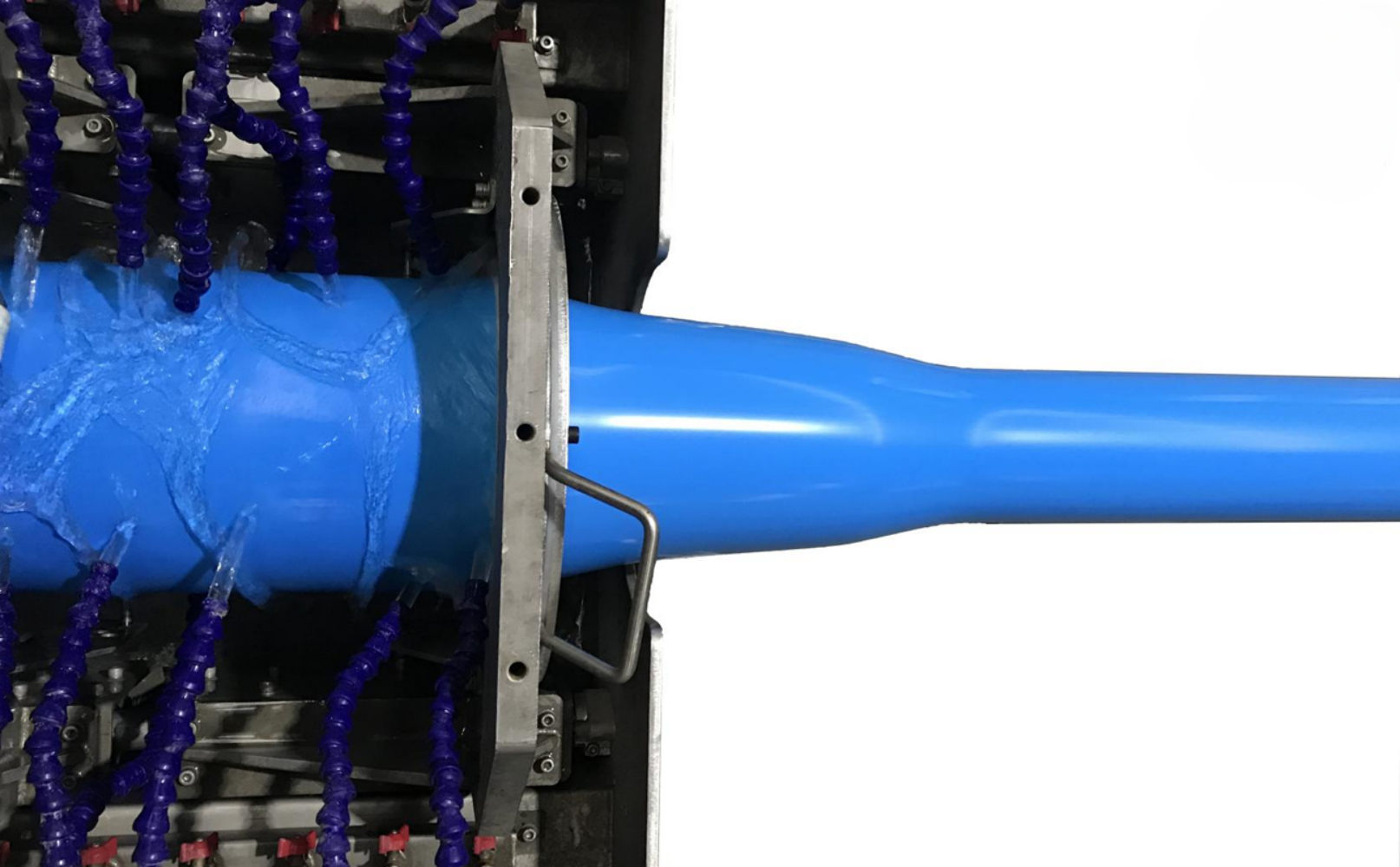
• PVC-O stands for biaxially oriented PVC. This process involves stretching the extruded PVC-U pipes in both axial and radial directions, allowing the long molecular chains of PVC in the pipes to be arranged in an orderly manner in the biaxial direction. This significantly improves the strength, toughness, impact resistance, fatigue resistance, and low temperature resistance of PVC pipes.
• The performance of the new type of pipe obtained by this process greatly exceeds that of ordinary PVC-U pipes, which can greatly save raw material resources, reduce costs, and improve the comprehensive performance of the pipe. At the same time, the construction and installation costs of the pipeline are lower.
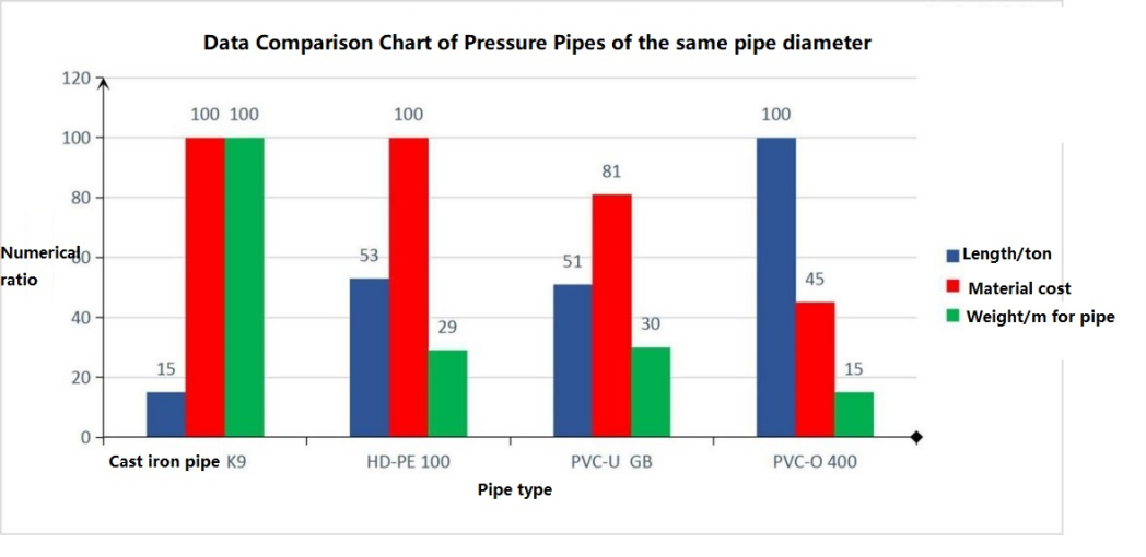
The chart lists 4 different types of pipes (under 400mm diameter), namely cast iron pipes, HDPE pipes, PVC-U pipes and PVC-O 400 grade pipes. It can be seen from the graph data that the raw material cost of cast iron pipes and HDPE pipes is the highest, which is basically the same. The unit weight of the cast iron pipe K9 is the largest, which is more than 6 times that of the PVC-O pipe, which means that the transportation, construction and installation are extremely inconvenient. PVC-O pipes have the best data, the lowest raw material cost, the lightest weight, and the same tonnage of raw materials can produce longer pipes.

PVC-O pipe production method:
The following figure shows the relationship between the orientation temperature of PVC-O and the performance of the pipe:
The following figure shows the relationship between the orientation temperature of PVC-O and the performance of the pipe: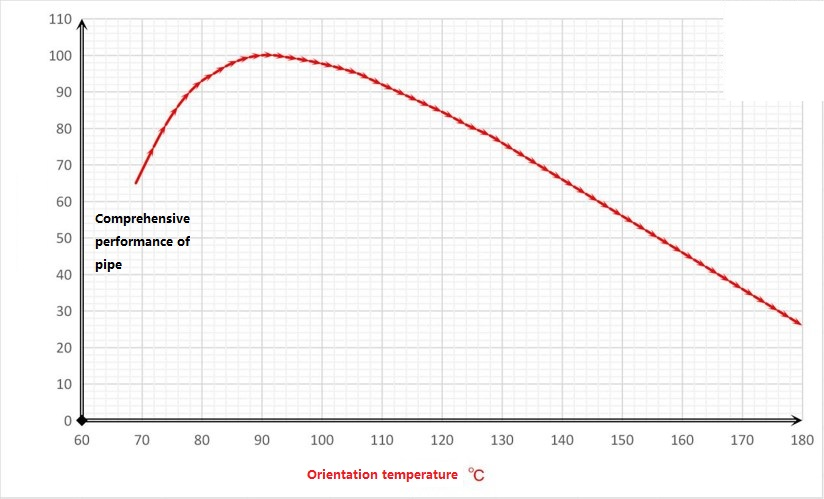
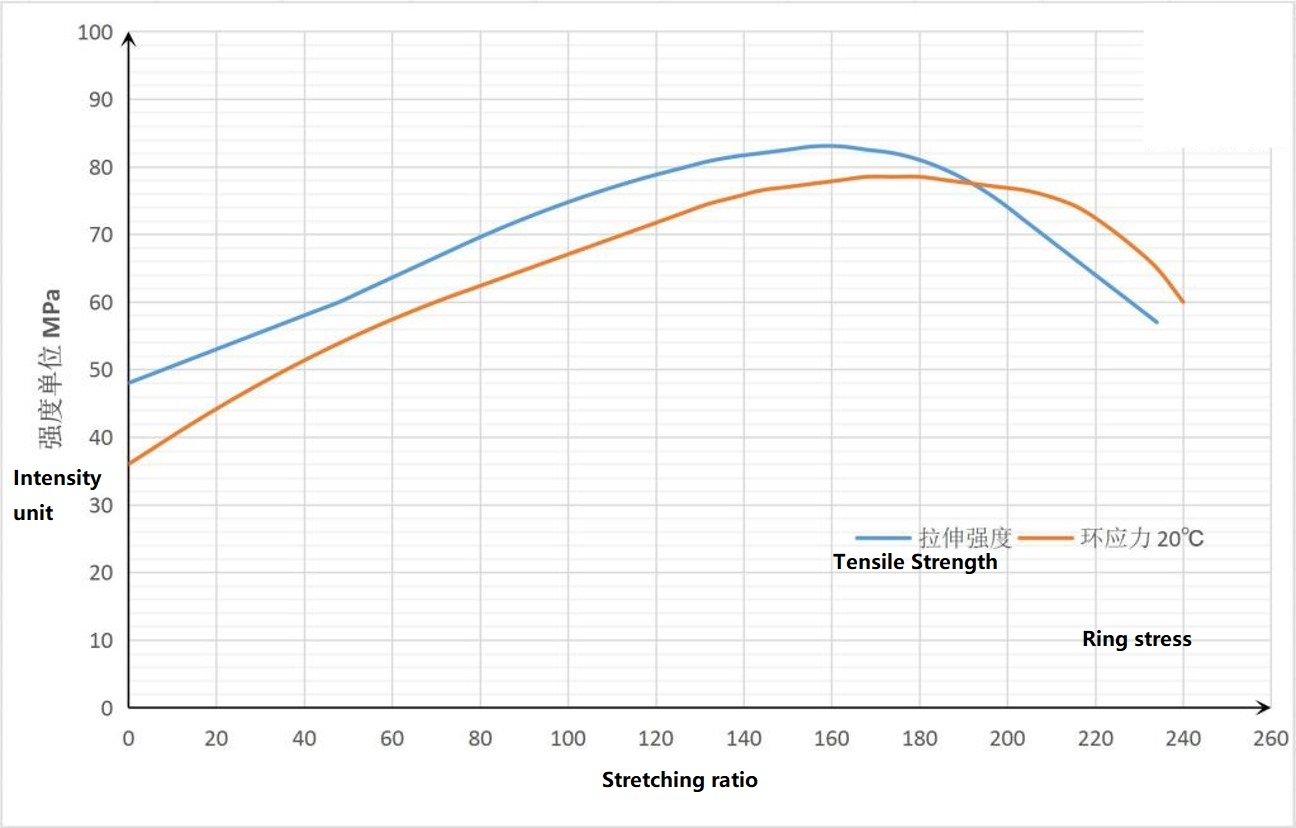
The figure below is the relationship between PVC-O stretching ratio and pipe performance: (for reference only)
Final PVC-O pipe products photos
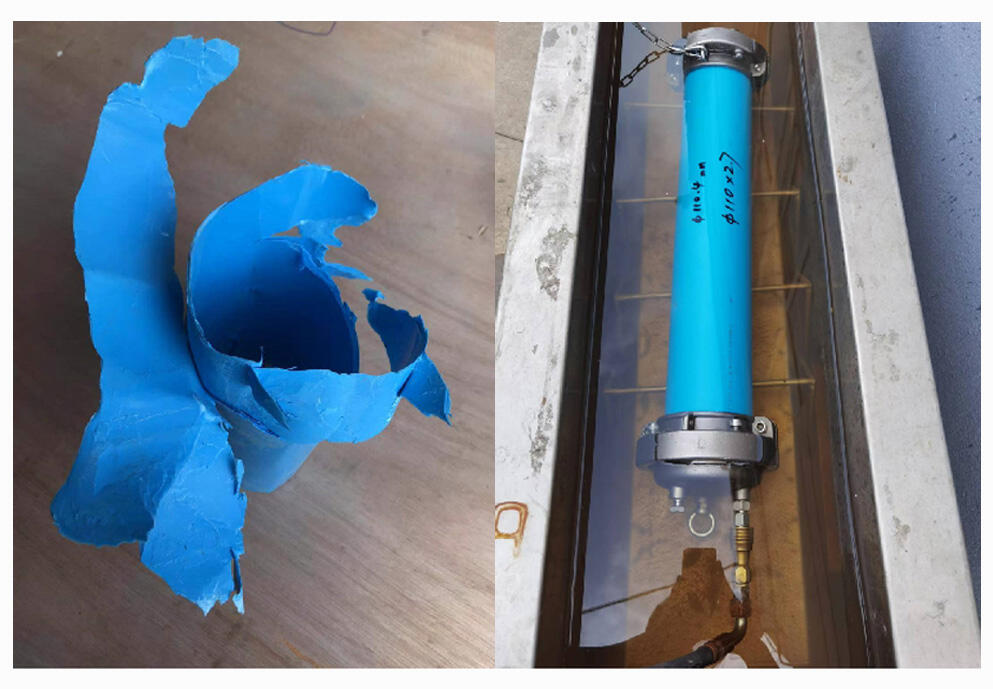
The layered state of PVC-O pipe Pressure testing